熊本で圧接を創業の平成13年から展開してまいりました。
社名にもある『コネクト』の元となった圧接に関して、練習風景も交えてご説明いたします。
圧接とは
『圧接』と聞いてどんなものか分かる方は少ないと思います。
土木や建築構造物の多くは、鉄筋コンクリートで構成されています。コンクリートの大きさや形は様々で、小規模なビル、橋梁から延々と続く新幹線の線路などさまざまなものがあります。
そのコンクリートに強度を持たせるために必要なのが鉄筋です。しかし、工場で製造された鉄筋は輸送性や作業性等を考慮して、一定の規格で切断されて現場に搬入されています。そのため、鉄筋をコンクリートの大きさ・形に合わせて接合する必要があります。その切断された鉄筋同士を接合することを『圧接』と呼びます。
ガス圧接継手工法
鉄筋ガス圧接とは、鉄筋同士を火で加熱すると同時に鉄筋の両側から圧を加えて接合する手法です。
『社団法人 日本圧接協会』様が発行している『鉄筋継手マニュアル』では次のように述べられています。
ガス圧接は、鉄筋の接合端面同士を突き合わせ、軸方向に圧縮力を加えながら、突き合せ部を酸素・アセチレン炎で加熱し、接合端面を溶かすことなく赤熱状態でふくらみを作り接合する工法である(図4.2.1)。この時の接合温度は1200~1300℃が適温である。
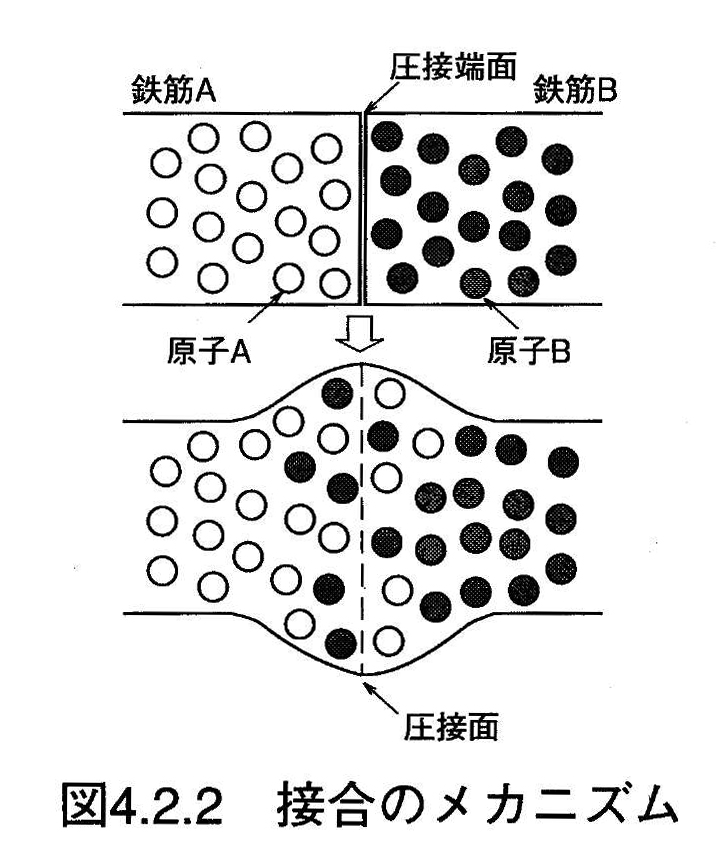
出典:社団法人 日本圧接協会『鉄筋継手マニュアル』、2005年10月7日、p53
ガス圧接継手工程

切断された鉄筋同士を圧接器で固定します。このとき鉄筋端面に酸化膜などの付着物があると接合部の品質が低下する原因になるので、鉄筋冷間直角切断機による切断又はグラインダーによる研削を行い付着物の除去をすることが重要になります。

鉄筋径に合わせた適正なバーナーを使用し接合温度が1200~1300℃になるように調節しながら一定時間内に速やか加熱します。

圧接部のふくらみが鉄筋径の1.4倍以上になるまで加熱します。このふくらみを作ることによって圧接面にできた酸化物を拡散することができ、その直径・長さは外観検査の対象となっています。鉄筋加熱部分の火色が消失した後に圧接器より取り外します
ガス圧接継手の性能
ガス圧接継手工法で接合された鉄筋がきちんと接合されているか疑問に感じる方もいるかもしれません。しかし、日本コネクトで遵守している日本圧接協会様の定める標準仕様書の施工条件に基づいて適切に圧接された鉄筋で行われた引張試験では次のような結果が出ています。
図4.2.15はガス圧接継手の一方向繰返し試験の応カーひずみ線図、図4.2.16は弾塑性繰返し試験の応カーひずみ線図の一例を示したものである。これらの試験は、日本圧接協会技術委員会の「鉄筋のガス圧接継手性能評価に関する調査研究」(2004年)において各種条件の圧接継手について行ったもので、最終的な引張試験の結果は、いずれも母材破断であった(写真4.2.2)。このように標準仕様書に基づいて適正に圧接されたガス圧接継手は塑性域までの繰返しを受けても圧接部破断を生じないことが確認されている。
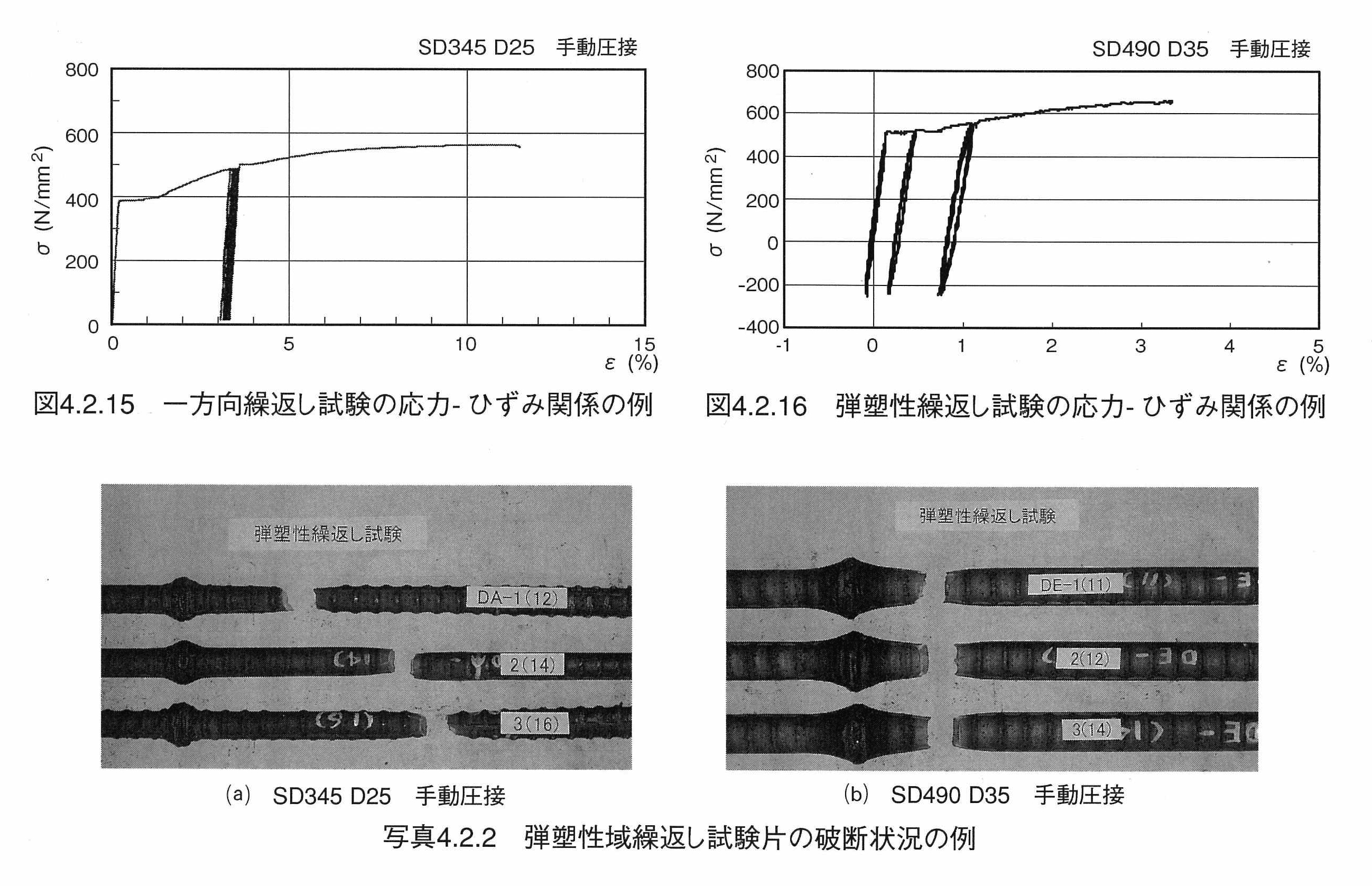
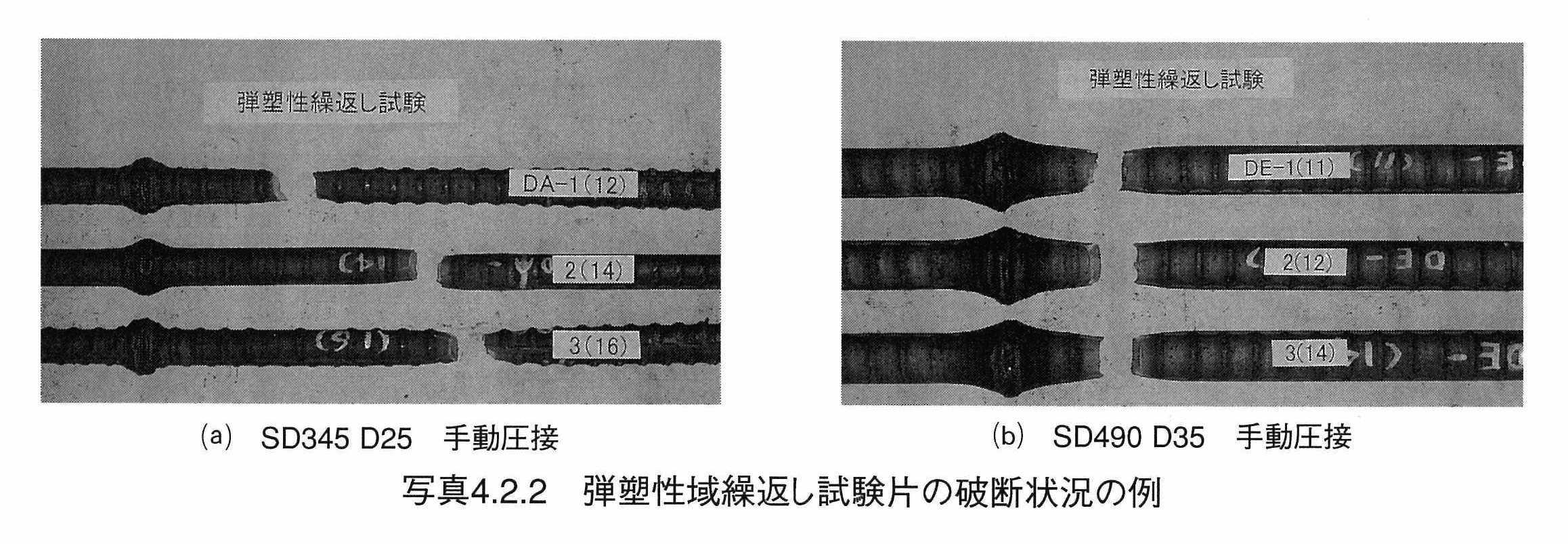
出典:社団法人 日本圧接協会『鉄筋継手マニュアル』、2005年10月7日、p58
このように、正しく接合された鉄筋は接合部から破断する心配はありません。
ガス圧接継手技能
鉄筋を接合する主な工法には重ね継手・ガス圧接継手・機械式継手・溶接継手がありますが、中でもガス圧接継手工法には以下のような特徴があります。
- 施工機器が簡便である。
施工が簡単でコストが安い。
継手性能が作業者の技能レベルに影響される。
強風時や雨天時には施工できない。
施工後鉄筋が縮む。
コンクリートを支えるための鉄筋は大変重要なものです。
鉄筋のガス圧接継手工法における施工機器は、その取扱いこそ簡単ですが強度を損なわずに鉄筋を接合するには技術を必要とします。そのため日本コネクトでは技術向上のための訓練を日々欠かすことはありません。
コンクリートを支えるための鉄筋は大変重要なものです。そのため、このように日々、技術向上のために訓練を行っています。
熊本の圧接はお任せください
画像はDBヘッド定着工法の様子です。より、強度を上げるために新しい技術もどんどんと取り入れています。
次回は、DBヘッド定着工法の様子をお送りいたします。

日本コネクトでは高速道路や新幹線における高架橋をはじめ、トンネルやマンション等さまざま施工実績を持っています。